- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Waarom is het urethaangietproces de beste keuze voor onderdelen met een laag volume en hoge precisie?
Abstract
Bij productontwikkeling, prototyping en productie in kleine series is het balanceren van snelheid, precisie, kosten en materiaalprestaties lange tijd een uitdaging geweest.Urethaangietprocesbiedt een praktische oplossing door siliconenmallen en vloeibare polyurethaanmaterialen te gebruiken om snel en economisch hoogwaardige onderdelen te produceren. In dit artikel worden de kernprincipes, de volledige workflow, materiaalselectie, toepassingsscenario's, selectiestandaarden, installatie en onderhoud van deze technologie uitgelegd. Het vergelijkt het ook met 3D-printen, CNC-bewerkingen en spuitgieten om u te helpen het juiste proces te kiezen. Met professionele productie en kwaliteitscontrole kunt u een stabiele, betrouwbare en kosteneffectieve productie van kleine batches realiseren.
Inhoudsopgave
- 1. Uitdagingen in de moderne productie van kleine batches
- 2. Kernprincipes en technische voordelen
- 3. Voltooi de workflow stap voor stap
- 4. Materiaaltypen en prestatievergelijking
- 5. Typische industriële toepassingen
- 6. Gids voor procesvergelijking en selectie
- 7. Bediening, installatie en onderhoud
- 8. Veelgestelde vragen
- 9. Conclusie en aanbevolen oplossingen
1. Uitdagingen in de moderne productie van kleine batches
Het huidige productielandschap wordt bepaald door snelle productherhalingen, uiteenlopende maatwerkeisen en kortere time-to-market-vensters. Bedrijven, startups en ontwerpteams worden allemaal met dezelfde druk geconfronteerd: ze moeten snel functionele prototypes lanceren, de ontwerprationaliteit verifiëren, markttests uitvoeren en eindproducten in kleine batches afleveren zonder buitensporige kosten of lange doorlooptijden.
Traditionele productiemethoden hebben in deze omgeving duidelijke beperkingen. Voor spuitgieten zijn dure stalen mallen nodig, die vaak tienduizenden dollars kosten, met een productiecyclus van enkele weken of maanden. Het is alleen rendabel voor massaproductie van meer dan 10.000 eenheden, waardoor het ongeschikt is voor prototyping of maatwerk in kleine batches. CNC-bewerking biedt een hoge nauwkeurigheid, maar is kostbaar voor complexe constructies, genereert aanzienlijk materiaalverspilling en heeft een laag rendement voor zachte of elastische onderdelen. 3D-printen maakt snelle prototyping mogelijk, maar mist vaak voldoende sterkte, hittebestendigheid of oppervlaktekwaliteit voor functionele tests in de echte wereld.
Deze hiaten creëren een dringende behoefte aan een proces dat lage matrijskosten, korte doorlooptijden, hoge onderdeelprecisie, uitstekende materiaalprestaties en geschiktheid voor batches van 10-500 stuks combineert. Een dergelijk proces zou de kloof tussen prototype en massaproductie overbruggen en een soepele productverificatie en marktintroductie ondersteunen. Na jaren van industriële praktijk,Urethaangietprocesis naar voren gekomen als de voorkeursoplossing voor deze uitdagingen, waarop industrieën over de hele wereld vertrouwen.
Uit marktonderzoek blijkt dat meer dan 60% van de productontwikkelingsteams nu urethaangietwerk gebruiken voor functionele prototypes en kleine batchonderdelen voor eindgebruik. Het vermogen om onderdelen te produceren die vergelijkbaar zijn met spuitgegoten componenten tegen een fractie van de kosten en tijd heeft de snelle productie opnieuw vorm gegeven. Het begrijpen van de principes, workflow en toepassingen ervan is essentieel voor ingenieurs, ontwerpers en inkoopprofessionals die de ontwikkelingsefficiëntie willen optimaliseren en de kosten willen verlagen.
2. Kernprincipes en technische voordelen
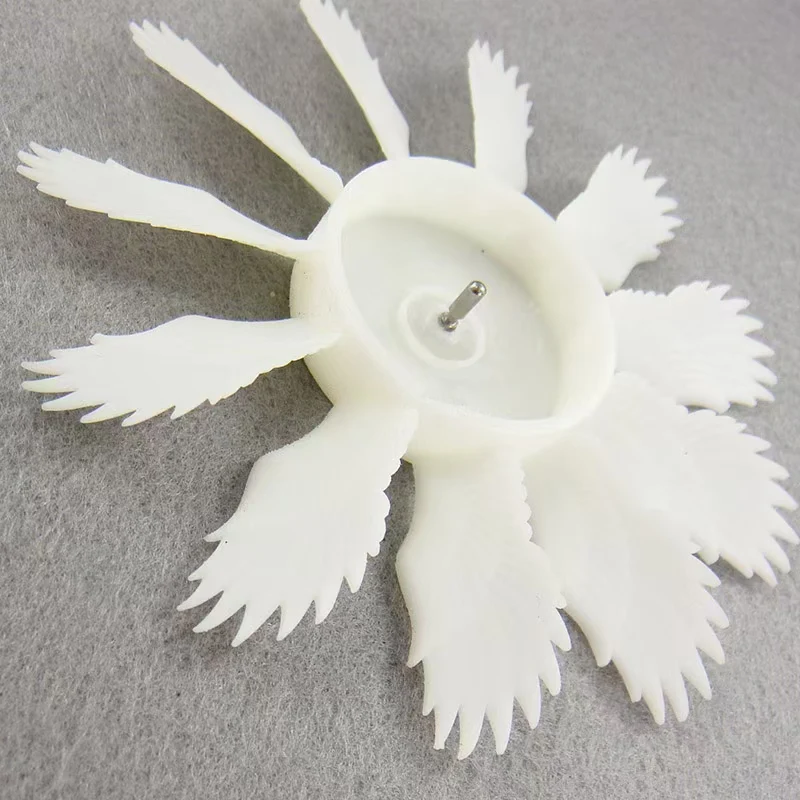
Urethaangieten, ook wel polyurethaangieten genoemd, is een snelle productietechnologie waarbij gebruik wordt gemaakt van siliconenmallen om hoogwaardige polyurethaanonderdelen onder lage druk te dupliceren. Het begint met een masterpatroon (meestal 3D-geprint of CNC-gefreesd), creëert er een flexibele siliconen mal omheen en giet vervolgens tweecomponenten vloeibaar polyurethaan in de malholte. Het materiaal reageert chemisch, hardt uit en stolt tot een afgewerkt onderdeel met nauwkeurige afmetingen en stabiele prestaties.
In tegenstelling tot hogedrukspuitgieten werkt dit proces bij lage druk en kamertemperatuur, waardoor de slijtage van de matrijs wordt verminderd en het gebruik van goedkope siliconenmatrijzen mogelijk is. Eén enkele siliconen mal kan doorgaans 15 tot 30 onderdelen produceren, afhankelijk van de materiaalcomplexiteit en geometrie. Dit maakt het uiterst kosteneffectief voor de productie van kleine batches.
De kernvoordelen zijn onder meer:
- Lage matrijskosten: Siliconen matrijzen kosten slechts 5-10% van de stalen spuitgietmatrijzen, waardoor de initiële investeringen drastisch worden verminderd.
- Korte doorlooptijd: Matrijzen kunnen in 1 tot 3 dagen worden voltooid en onderdelen kunnen in 3 tot 7 dagen worden geleverd, waardoor de productverificatie wordt versneld.
- Hoge precisie: De maatnauwkeurigheid kan ±0,05–0,1 mm bedragen en voldoet aan strenge functionele eisen.
- Uitstekende materiaalprestaties: onderdelen bieden hoge sterkte, taaiheid, slijtvastheid, hittebestendigheid en chemische stabiliteit.
- Rijke oppervlaktedetails: Legt fijne texturen, logo's en microstructuren vast, passend bij de in massa geproduceerde esthetiek.
- Brede materiaalcompatibiliteit: Simuleert ABS, PC, rubber, TPU, soft touch en materialen voor hoge temperaturen.
- Lage impact op het milieu: minimaal afval, laag energieverbruik en veilige bedrijfsomstandigheden.
Deze voordelen maken de technologie ideaal voor scenario's die zowel functionele prestaties als snelle levering vereisen. Het ondersteunt ontwerpvalidatie, technische tests, marketingmonsters en productie van kleine batches voor eindgebruik in verschillende sectoren. Naarmate productcycli korter worden, blijft de waarde ervan stijgen en wordt het een hoeksteen van flexibele productie.
3. Voltooi de workflow stap voor stap
Een gestandaardiseerde, hoogwaardige workflow voor urethaangieten bestaat uit acht belangrijke stappen, die elk van cruciaal belang zijn voor het garanderen van maatnauwkeurigheid, oppervlaktekwaliteit en mechanische stabiliteit.
-
Voorbereiding van het masterpatroon
Creëer een zeer nauwkeurig mastermodel met behulp van 3D-printen (SLA/SLS) of CNC-bewerking. De master moet gladde oppervlakken, nauwkeurige afmetingen en geen defecten hebben, omdat deze rechtstreeks de kwaliteit van de mal en het onderdeel bepaalt. -
Modelvoorbereiding en bevestiging
Reinig en dicht de master af, breng lossingsmiddel aan en bevestig hem in een malframe met de juiste poort- en ventilatiepositie. Zorg voor een stabiele positionering om verschuiving tijdens het maken van mallen te voorkomen. -
Siliconen mallen maken
Meng vloeibaar siliconenrubber gelijkmatig, ontgas onder vacuüm om luchtbellen te verwijderen en giet het vervolgens over de master. Uitharden bij kamertemperatuur of bij verwarming op lage temperatuur gedurende enkele uren totdat het volledig is gestold. -
Vormsnijden en ontvormen
Snijd het uitgeharde siliconenblok voorzichtig langs een geplande scheidingslijn, verwijder de master en inspecteer de holte op defecten. Repareer eventuele onvolkomenheden om de kwaliteit van de onderdelen te garanderen. -
Materiaalvoorbereiding en mengen
Selecteer de juiste polyurethaanhars en verharder op basis van de prestatiebehoeften. Meet nauwkeurige verhoudingen, meng gelijkmatig en ontgas onder vacuüm om luchtbellen te verwijderen. -
Gieten en ontschuimen
Giet het gemengde materiaal langzaam in de siliconen malholte. Gebruik vacuüm- of centrifugale ontschuiming om volledige vulling te garanderen en interne holtes te elimineren. -
Uitharden en gieten
Laat het gietstuk uitharden bij kamertemperatuur of in een gecontroleerde oven. Volg de materiaalspecificaties voor tijd en temperatuur om volledige vernetting en mechanische eigenschappen te bereiken. -
Nabewerking
Verwijder poorten, bramen en flitsen. Voer polijst-, schuur-, schilder-, galvaniserings- of andere afwerkingsprocessen uit om aan de uiterlijke en functionele eisen te voldoen.
Strikte naleving van deze workflow zorgt voor consistente onderdelen van hoge kwaliteit. Professionele fabrikanten combineren geautomatiseerd mengen, nauwkeurige temperatuurregeling en strenge inspecties om defecten te minimaliseren en de stabiliteit te verbeteren. Elke stap is geoptimaliseerd om fouten te verminderen en ervoor te zorgen dat elk onderdeel aan de ontwerpspecificaties voldoet.
4. Materiaaltypen en prestatievergelijking
Materiaalkeuze is van cruciaal belang voor de prestaties van onderdelen. Urethaangieten biedt een breed scala aan polyurethaanharsen die zijn afgestemd op het simuleren van gangbare technische kunststoffen en elastomeren, met aanpasbare hardheid, sterkte, temperatuurbestendigheid en uiterlijk.
| Materiaaltype | Hardheid | Belangrijkste prestaties | Typische toepassingen |
|---|---|---|---|
| ABS-achtig urethaan | Kust D 75–85 | Hoge stijfheid, goede slagvastheid, stabiele afmetingen | Structurele onderdelen, behuizingen, behuizingen |
| PC-achtig urethaan | Kust D 80–90 | Hoge sterkte, hittebestendigheid, transparantie | Transparante deksels, lenzen, dragende delen |
| Rubberachtig urethaan | Kust A 40–90 | Elasticiteit, afdichting, schokabsorptie | Pakkingen, handgrepen, afdichtingen, kussens |
| Urethaan op hoge temperatuur | Kust D 78–88 | Hittebestendigheid tot 120–150°C | Auto-onderkap, elektrische componenten |
| Slijtvast urethaan | Kust D 75–90 | Lage wrijving, hoge slijtvastheid | Rollen, tandwielen, slijtplaten, wielen |
| Zacht aanvoelend urethaan | Kust A 60–85 | Comfortabele grip, antislip oppervlak | Handheld-apparaten, handvatten, consumentenproducten |
Materialen worden geselecteerd op basis van functionele eisen: structurele onderdelen hebben stijfheid en slagvastheid nodig; afdichtingsonderdelen hebben elasticiteit en duurzaamheid nodig; Omgevingen met hoge temperaturen hebben thermische stabiliteit nodig; Consumentenproducten hebben uiterlijk en aanraking nodig. Professionele leveranciers leveren materiaalgegevensbladen en prestatietestrapporten ter ondersteuning van een betrouwbare selectie.
Hoogwaardige grondstoffen van wereldwijde leveranciers zorgen voor consistente mechanische eigenschappen, hittebestendigheid en verouderingsstabiliteit. Gecombineerd met nauwkeurige procescontrole zijn onderdelen bestand tegen langdurig gebruik onder zware omstandigheden, waarbij ze de prestaties van in massa geproduceerde spuitgietonderdelen evenaren of benaderen.
5. Typische industriële toepassingen
De veelzijdigheid vanUrethaangietprocesmaakt brede acceptatie in alle sectoren mogelijk en ondersteunt prototyping, testen en productie in kleine batches.
Medische apparaten
Hoge precisie, biocompatibiliteit en gladde oppervlakken maken het geschikt voor chirurgische instrumenten, protheses, orthesen en componenten van diagnostische apparatuur. Onderdelen kunnen worden aangepast aan de pasvorm voor de patiënt, met steriliseerbare en biocompatibele materiaalopties.
Automobiel
Gebruikt voor interieuronderdelen (dashboards, knoppen, bekleding), onderdelen onder de motorkap, sensoren en aangepaste accessoires. Materialen zijn bestand tegen hitte, trillingen en chemicaliën, voldoen aan de betrouwbaarheidsnormen voor auto's en verlagen tegelijkertijd de ontwikkelingskosten en -tijd.
Consumentenelektronica
Produceert behuizingen, knoppen, bedieningspanelen en draagbare componenten met fijne oppervlaktestructuren en stijlvolle afwerkingen. Onderdelen balanceren sterkte, lichtgewicht ontwerp en elektrische isolatie voor smartphones, tablets en smart home-apparaten.
Robotica en industriële machines
Produceert verbindingen, tandwielen, rollen, dempers en structurele onderdelen. Hoge slijtvastheid en taaiheid zorgen voor een stabiele werking bij continu gebruik, waardoor het onderhoud wordt verminderd en de levensduur van de apparatuur wordt verbeterd.
Sport & Vrije tijd
Creëert beschermende uitrusting, grepen, dempingsonderdelen en uitrustingscomponenten. Elasticiteit, slagvastheid en comfort verbeteren de prestaties en veiligheid voor atleten en gebruikers.
Kunst en modellen
Produceert gedetailleerde sculpturen, schaalmodellen, rekwisieten en architectonische modellen. Legt ingewikkelde details en verschillende oppervlakte-effecten vast, waardoor creatieve ontwerpen worden omgezet in tastbare, duurzame werken.
In alle sectoren versnelt de technologie innovatie, verlaagt de kosten en maakt flexibel maatwerk mogelijk. Het is een onmisbare schakel geworden in de moderne productontwikkelingsketen.
6. Gids voor procesvergelijking en selectie
Het kiezen van het juiste productieproces vereist het evalueren van de kosten, de cyclus, de precisie, de prestaties en de batchgrootte. Hieronder vindt u een vergelijking van urethaangieten met 3D-printen, CNC-bewerking en spuitgieten.
| Item | Urethaan gieten | 3D-printen | CNC-bewerking | Spuitgieten |
|---|---|---|---|---|
| Vormkosten | Laag (siliconen) | Geen schimmel | Geen schimmel | Hoog (staal) |
| Doorlooptijd | Kort (3–7 dagen) | Zeer kort (1-3 dagen) | Gemiddeld (3-5 dagen) | Lang (2–6 weken) |
| Geschikte batch | 10–500 eenheden | 1–20 eenheden | 1–50 eenheden | 10.000+ eenheden |
| Materiaalprestaties | Uitstekend, dicht bij injectie | Matig, beperkt door proces | Hoog, afhankelijk van materiaal | Beste, massaproductiekwaliteit |
| Oppervlaktekwaliteit | Hoge, fijne texturen | Matige, gelaagde lijnen | Hoge, soepele bewerking | Beste, spiegelafwerking |
| Kosten per onderdeel | Gemiddeld-laag | Middelhoog | Hoog | Zeer laag |
Op basis van de vergelijking is urethaangieten optimaal voor batches van 10–500 stuks die functionele prestaties, goede oppervlaktekwaliteit en lage matrijskosten vereisen. 3D-printen is geschikt voor ultrasnelle prototypes met lage prestatiebehoeften; CNC is geschikt voor zeer nauwkeurige metalen of stijve plastic onderdelen; spuitgieten is geschikt voor massaproductie.
Houd bij het selecteren rekening met: batchgrootte, prestatie-eisen, maatnauwkeurigheid, oppervlakteafwerking, budget en tijdlijn. Voor de meeste productontwikkeling en kleine batchbehoeften levert urethaangieten de beste totale waarde.
7. Bediening, installatie en onderhoud
Correcte behandeling, installatie en onderhoud verlengen de levensduur van urethaangietonderdelen en zorgen voor stabiele prestaties.
Installatierichtlijnen
Reinig vóór de montage de oppervlakken van de onderdelen om stof, olie en vuil te verwijderen met een zachte doek en een niet-bijtend schoonmaakmiddel. Zorg ervoor dat bijpassende componenten vrij zijn van bramen of defecten. Gebruik nauwkeurige positioneringshulpmiddelen om onderdelen correct uit te lijnen, en vermijd geforceerde montage die vervorming of breuk kan veroorzaken. Gebruik voor verlijmde onderdelen de aanbevolen lijmen en volg de uithardingsinstructies om sterkte te garanderen.
Voorzorgsmaatregelen voor gebruik
Vermijd langdurige blootstelling aan extreme temperaturen, sterke UV-straling of corrosieve chemicaliën, die veroudering, vervorming of prestatievermindering kunnen veroorzaken. Overschrijd de ontworpen belastingslimieten niet om scheuren of defecten te voorkomen. Gebruik buiten of onder zware omstandigheden beschermende coatings of behuizingen om de duurzaamheid te vergroten.
Onderhoudsmethoden
Maak de onderdelen regelmatig schoon met een zachte doek en een mild reinigingsmiddel; vermijd schurende borstels of bijtende schoonmaakmiddelen. Inspecteer op slijtage, scheuren, vervorming of verkleuring. Vervang versleten of beschadigde onderdelen onmiddellijk om de betrouwbaarheid van het systeem te behouden. Bewaar onderdelen in een droge, geventileerde, koele omgeving, uit de buurt van direct zonlicht en warmtebronnen.
Door deze richtlijnen te volgen, blijven onderdelen gedurende hun hele levensduur stabiel en betrouwbaar, waardoor uitvaltijd en onderhoudskosten worden verminderd.
8. Veelgestelde vragen
Vraag 1: Hoeveel onderdelen kan één siliconen mal produceren?
A: Meestal 15-30 stuks, afhankelijk van de complexiteit van het onderdeel, de materiaalhardheid en de procesbeheersing. Hoogwaardige matrijzen en een zorgvuldige bediening kunnen de levensduur van de matrijs verlengen.
Vraag 2: Wat is de maximale grootte van gegoten urethaanonderdelen?
A: Het algemene bereik ligt binnen 500 mm × 500 mm × 300 mm. Grotere onderdelen kunnen worden geproduceerd door middel van multi-mold-assemblage of gespecialiseerde apparatuur.
Vraag 3: Kunnen urethaanonderdelen worden gebruikt voor eindproducten?
EEN: Ja. Met de juiste materiaalkeuze en nabewerking voldoen onderdelen aan de eindgebruiksnormen voor veel consumenten-, industriële en automobieltoepassingen.
Vraag 4: Hoe lang duurt het om onderdelen te krijgen?
A: Normaal gesproken 3-7 dagen na ontwerpbevestiging, inclusief het maken van mallen, gieten en nabewerking.
Vraag 5: Kunnen transparante of gekleurde onderdelen worden geproduceerd?
EEN: Ja. Er zijn transparante PC-achtige materialen en aangepaste kleurafstemming beschikbaar, die verschillende uiterlijke vereisten ondersteunen.
Vraag 6: Is urethaangieten milieuvriendelijk?
EEN: Ja. Het produceert weinig afval, maakt gebruik van energiezuinige uitharding en voldoet aan de milieuvoorschriften.
9. Conclusie en aanbevolen oplossingen
Urethaangieten vult een cruciale leemte in de moderne productie en biedt een efficiënte, economische en hoogwaardige oplossing voor prototyping en productie van kleine series. De lage matrijskosten, korte doorlooptijd, hoge precisie en uitstekende materiaalprestaties maken het onvervangbaar voor productontwikkelingsteams over de hele wereld.
Of u nu functionele prototypes nodig heeft om te testen, monsters voor marktvalidatie of onderdelen voor eindgebruik in kleine batches,Urethaangietproceslevert consistente kwaliteit en snelle levering. Als u voor een professionele, betrouwbare fabrikant kiest, bent u er zeker van dat u hoogwaardige onderdelen ontvangt die voldoen aan uw ontwerp- en toepassingsvereisten.
Moldburger Mould Industry Co., Ltd.is gespecialiseerd in geavanceerde snelle productietechnologieën, met een professioneel team, nauwkeurige apparatuur en strikte kwaliteitscontrole. Wij bieden op maat gemaakte oplossingen, van ontwerp tot afgewerkte onderdelen, met behulp van hoogwaardige materialen en gestandaardiseerde processen om ervoor te zorgen dat elk onderdeel aan uw verwachtingen voldoet.
Om uw productontwikkeling te versnellen, de kosten te optimaliseren en hoogwaardige urethaangietonderdelen te verkrijgen,neem contact met ons opnu voor professioneel advies, nauwkeurige offertes en productieoplossingen op maat!
Stuur onderzoek


X
We gebruiken cookies om u een betere browse-ervaring te bieden, het siteverkeer te analyseren en de inhoud te personaliseren. Door deze site te gebruiken, gaat u akkoord met ons gebruik van cookies.
Privacybeleid