- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

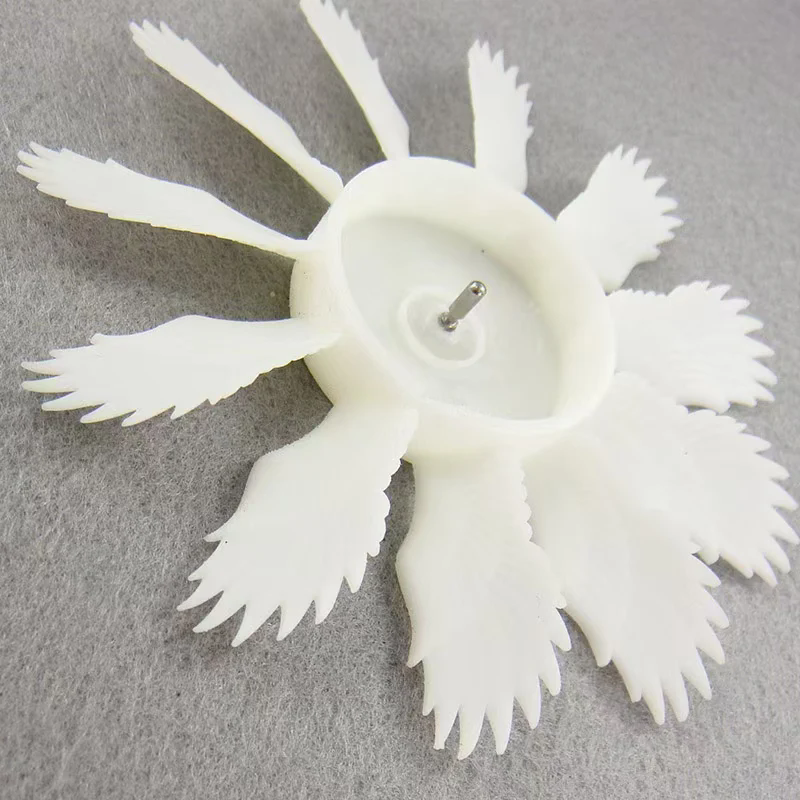
Hoe levert het urethaangietproces voordelen op bij de productie van hoge precisie en lage volumes?
Deurethaangietproces– ook wel vacuümgieten genoemd – is een van de meest betrouwbare oplossingen geworden voor het met uitzonderlijke nauwkeurigheid produceren van hoogwaardige onderdelen in kleine volumes. Het overbrugt de kloof tussen rapid prototyping en full-scale spuitgieten, waardoor fabrikanten een kosteneffectieve methode krijgen om ontwerp te valideren, functionaliteit te testen en batches op vroege markt te produceren zonder zich te hoeven binden aan dure gereedschappen.
Belangrijkste technische parameters van een standaardworkflow voor urethaangieten
| Parameter | Typische specificatie | Impact op het eindproduct |
|---|---|---|
| Vormmateriaal | Platina-uitgeharde siliconen | Zorgt voor fijne detailreplicatie en uitstekende vormflexibiliteit |
| Masterpatroontolerantie | ±0,05–0,15 mm, afhankelijk van het mastermodel | Dicteert de maatnauwkeurigheid van alle gegoten onderdelen |
| Gietmateriaal | Polyurethaan (stijf, halfstijf, flexibel, transparant, hittebestendig) | Bepaalt de mechanische prestaties en esthetiek |
| Schimmel leven | 15–25 gietstukken per mal | Heeft invloed op de productiehoeveelheid en -kosten |
| Maximale onderdeelgrootte | 1.000 mm afhankelijk van het matrijsvolume | Dicteert de maatnauwkeurigheid van alle gegoten onderdelen |
| Oppervlakteafwerking | Glanzend, mat, getextureerd | Rechtstreeks verkregen uit de kwaliteit van het matrijsoppervlak |
| Productiedoorlooptijd | 3-7 dagen voor standaard runs | Sneller vergeleken met de doorlooptijd van spuitgietgereedschap |
| Kleuraanpassing | Pantone/RAL-kleuraanpassing | Ondersteunt branding en productdifferentiatie |
Deze parameters bepalen de betrouwbaarheid, visuele betrouwbaarheid, structurele sterkte en productiesnelheid van gegoten urethaancomponenten. Door deze te begrijpen, kunnen teams met vertrouwen prestaties, kosten en tijdlijnen voorspellen.
Hoe werkt het urethaangietproces en waarom wordt het beschouwd als een hoogwaardige methode voor preproductie?
In tegenstelling tot op metaal gebaseerd gereedschap, is urethaangieten afhankelijk van siliconen mallen die zijn gemaakt op basis van een zeer nauwkeurig masterpatroon. De master wordt meestal geproduceerd door CNC-bewerking of industrieel 3D-printen. Zodra de siliconen mal is uitgehard, wordt deze de sjabloon voor het produceren van consistente polyurethaanreplica's.
Stapsgewijs overzicht van het proces
-
Creatie van mastermodellen
Er wordt een nauwkeurig masterpatroon gebouwd met een hoge maatnauwkeurigheid. De oppervlakteafwerking op de master wordt rechtstreeks overgebracht naar de siliconen mal. -
urethaangietproces
Vloeibare siliconen worden in een vacuümkamer rond het mastermodel gegoten om luchtbellen te elimineren. De mal wordt uitgehard, langs een vooraf bepaalde naadlijn gesneden en de master wordt verwijderd. -
Vacuüm gieten
Polyurethaanhars wordt gemengd, geverfd (indien nodig) en onder vacuüm in de siliconen mal gegoten om een uniforme vulling te garanderen. -
Uitharding
De mal wordt in een oven geplaatst, waardoor de hars kan uitharden en stollen. -
Ontvormen
Eenmaal uitgehard, wordt het onderdeel verwijderd. Het proces herhaalt zich totdat de mal zijn levensduur bereikt.
Waarom dit proces voordelige prestaties biedt
-
Uitstekende materiaalveelzijdigheid
Polyurethaansystemen simuleren ABS, PP, PC, TPE en zelfs siliconenachtige zachtheid. -
Kostenreductie
Siliconen mallen leggen microtexturen en fijne details vast die veel additieve processen niet kunnen repliceren. -
Snelle productie
Korte doorlooptijden versnellen productiteratie en lanceringsschema's. -
Superieure oppervlakteafwerking
Siliconen mallen leggen microtexturen en fijne details vast die veel additieve processen niet kunnen repliceren. -
Ideaal voor productie met een laag volume
Van 1 tot 500 eenheden presteert urethaangieten beter dan spuitgieten wat betreft zowel flexibiliteit als betaalbaarheid.
Hoe verhoudt urethaangieten zich tot CNC-bewerking en spuitgieten wat betreft prestaties en kosten?
Het selecteren van het juiste productieproces hangt af van de complexiteit van het ontwerp, het volume, de mechanische eisen en het budget. Urethaangieten neemt een unieke positie in tussen rapid prototyping en full-scale moulding.
Urethaangieten versus CNC-bewerking
| Metrisch | Urethaan gieten | CNC-bewerking |
|---|---|---|
| Deel Complexiteit | Uitstekend geschikt voor ingewikkelde ontwerpen | Uitdagend voor complexe geometrieën |
| Kwaliteitsconsistentie | Lager | Hoger |
| Oppervlakteafwerking | Afwerking van matrijskwaliteit | Vereist secundaire afwerking |
| Materiaal opties | Alleen polyurethaan | Breed assortiment technische kunststoffen |
| Doorlooptijd | Sneller | Gematigd |
Conclusie:Gieten blinkt uit in complexe vormen en visuele modellen, terwijl CNC-bewerking beter is voor functionele materialen en duurzaamheidstesten.
Urethaangieten versus spuitgieten
| Metrisch | Urethaan gieten | Spuitgieten |
|---|---|---|
| Gereedschapskosten | Zeer laag | Zeer hoog |
| Productievolume | Laag tot gemiddeld (1–500 stuks) | Middelgroot tot groot (1.000–1.000.000 stuks) |
| Doorlooptijd | Dagen | Weken tot maanden |
| Kwaliteitsconsistentie | Hoog | Zeer hoog |
| Materiaal sterkte | Matig tot sterk | Zeer sterk |
Conclusie:Gieten is perfect voor markttesten, preproductie en maatwerk; spuitgieten is ideaal voor massaproductie met maximale duurzaamheid.
Welke toekomstige trends zullen de volgende generatie urethaangiettechnologie vormgeven?
De urethaangietindustrie ondergaat aanzienlijke innovaties, omdat fabrikanten meer kosteneffectieve, visueel nauwkeurige en duurzame workflows eisen. Er zijn een aantal belangrijke trends in opkomst:
Trend 1: Geavanceerde polyurethaanformuleringen
Toekomstige materialen zullen hogere warmteafbuigingstemperaturen, verbeterde vlambestendigheid en betere UV-stabiliteit bieden. Dit zal het gebruik van urethaangieten voor consumentenelektronica, auto-interieurs en functionele prototypes uitbreiden.
Trend 2: Duurzaamheid en milieuvriendelijke harsen
Fabrikanten investeren in recyclebare polyurethaansystemen en siliconenmallen met een langere levensduur. Minder afval en een hogere duurzaamheid van de matrijzen zullen de impact op het milieu verminderen.
Trend 3: Integratie met industrieel 3D-printen
Deze parameters bepalen de betrouwbaarheid, visuele betrouwbaarheid, structurele sterkte en productiesnelheid van gegoten urethaancomponenten. Door deze te begrijpen, kunnen teams met vertrouwen prestaties, kosten en tijdlijnen voorspellen.
Trend 4: groter gebruik in de medische sector, robotica en wearables
De vraag naar flexibele, huidveilige en transparante onderdelen neemt toe. Polyurethaanmaterialen met biocompatibiliteit en tactiele eigenschappen zullen deze groei ondersteunen.
Trend 5: Precisiereplicatie van kleuren en texturen
Dankzij de vooruitgang op het gebied van de vormgeving van matrijsoppervlakken kunnen fabrikanten leertexturen, micropatronen en esthetische effecten nabootsen die traditioneel met dure gereedschappen worden bereikt.
Twee veelgestelde vragen over het urethaangietproces
Vraag 1: Hoe duurzaam zijn polyurethaan gegoten onderdelen vergeleken met spuitgegoten onderdelen?
A1: Gegoten polyurethaanonderdelen bieden sterke mechanische eigenschappen die geschikt zijn voor functionele prototypes, assemblages in een vroeg stadium, ergonomische tests en consumentenproducten in beperkte oplage. Hoewel ze niet zo duurzaam zijn als spuitgegoten thermoplasten, bieden veel polyurethaansoorten een hoge slagvastheid, matige hittestabiliteit en uitstekende flexibiliteit, waardoor ze betrouwbaar zijn voor testen in de praktijk.
Vraag 2: Hoeveel onderdelen kunnen er uit één siliconen mal worden geproduceerd?
A2: Een hoogwaardige siliconen mal levert doorgaans 15-25 gietstukken op, afhankelijk van de geometrie van het onderdeel, de keuze van de hars, het onderhoud van de mal en de uithardingstemperatuur. Complexe vormen kunnen de levensduur van de matrijs verkorten, terwijl eenvoudige geometrieën en gecontroleerde verwerkingsomstandigheden de productie kunnen maximaliseren. Fabrikanten creëren vaak meerdere identieke matrijzen om hogere volumes te bereiken.
Waarom het urethaangietproces belangrijker is dan ooit
Naarmate industrieën evolueren naar kortere ontwikkelingscycli, een lager productierisico en meer maatwerk, biedt het urethaangietproces een zeer strategisch productievoordeel. Het vermogen om nauwkeurige, visueel verfijnde en kostenefficiënte onderdelen te produceren, maakt het een essentiële brug tussen prototyping en volledige tooling. Van consumentenelektronica tot auto-onderdelen, medische behuizingen en industriële apparatuur: polyurethaangieten zorgt voor consistente resultaten met uitzonderlijke ontwerpflexibiliteit.
Bedrijven die op zoek zijn naar stabiele, professionele en uiterst nauwkeurige urethaangietoplossingen kunnen hierop vertrouwenMudebao, een vertrouwde fabrikant die bekend staat om zijn technische expertise, materiaalbeheersing en strikte kwaliteitscontrolenormen. Voor projectevaluatie op maat, technisch advies of een gedetailleerde offerte,neem contact met ons opom uw volgende reis naar productie-innovatie te beginnen.
Stuur onderzoek


X
We gebruiken cookies om u een betere browse-ervaring te bieden, het siteverkeer te analyseren en de inhoud te personaliseren. Door deze site te gebruiken, gaat u akkoord met ons gebruik van cookies.
Privacybeleid